Instalação
Visão Geral
Esta seção descreve as etapas de transporte, armazenamento e instalação do equipamento.
Essas etapas devem ser claramente compreendidas e executadas com responsabilidade pelas empresas responsáveis pelo transporte e pela instalação.
Normas de Segurança
O cumprimento rigoroso das instruções de segurança desta seção é obrigatório. O não cumprimento pode resultar em ferimentos graves ou até mesmo morte. Não ignore os procedimentos de segurança.
Normas Gerais de Segurança
- Cumpra todas as normas de segurança e prevenção de acidentes aplicáveis.
- Analise os riscos potenciais causados por gases comprimidos e vapor e implemente medidas de segurança adequadas.
- Não exceda o limite de carga dos dispositivos de içamento e cabos. Certifique-se de que os componentes suspensos não possam cair de alturas elevadas.
- Nunca permaneça sob equipamentos suspensos, pois há risco de morte.
- Evite tombamentos durante o transporte e a instalação do equipamento.
Designação de Pessoal Qualificado
- O transporte, desmontagem e instalação devem ser realizados por pessoal qualificado e familiarizado com as operações.
- O pessoal responsável pelo içamento e transporte deve possuir as certificações nacionais exigidas.
- A instalação deve ser realizada somente por profissionais treinados e qualificados.
Proteção Individual
Utilize sempre equipamentos de segurança e EPIs adequados durante a execução dos trabalhos.
Equipamentos de Soldagem
Utilize equipamentos de soldagem apropriados para a tarefa e siga as normas técnicas de soldagem.
Transporte
- Fixe adequadamente o equipamento durante o transporte para evitar quedas do veículo ou de alturas, o que pode causar acidentes graves ou fatais.
- Não remova dispositivos de fixação ou limitação durante o transporte ou içamento.
- Ao içar o equipamento completo utilizando diferentes tipos de olhais de içamento, certifique-se de que eles suportem o peso total.
- Não permaneça ou caminhe sob equipamentos suspensos.
- Consulte os documentos de transporte para verificar dimensões e peso do equipamento.
- Inspecione a integridade da embalagem e do equipamento no recebimento.
Caso sejam identificados danos ou faltas durante o transporte, não aceite a mercadoria e comunique imediatamente a transportadora e o departamento de pós-venda da YunDa Paper Machinery Co., Ltd.
Armazenamento
Se a instalação imediata não for possível, siga as instruções abaixo:
- Notifique o departamento de pós-venda da YunDa Paper Machinery Co., Ltd.
- Garanta proteção adequada ao equipamento armazenado.
- Armazene o equipamento em local limpo, seco e protegido contra grandes variações de temperatura.
- Não remova a embalagem antes da instalação.
Instalação
(1) Requisitos de Instalação
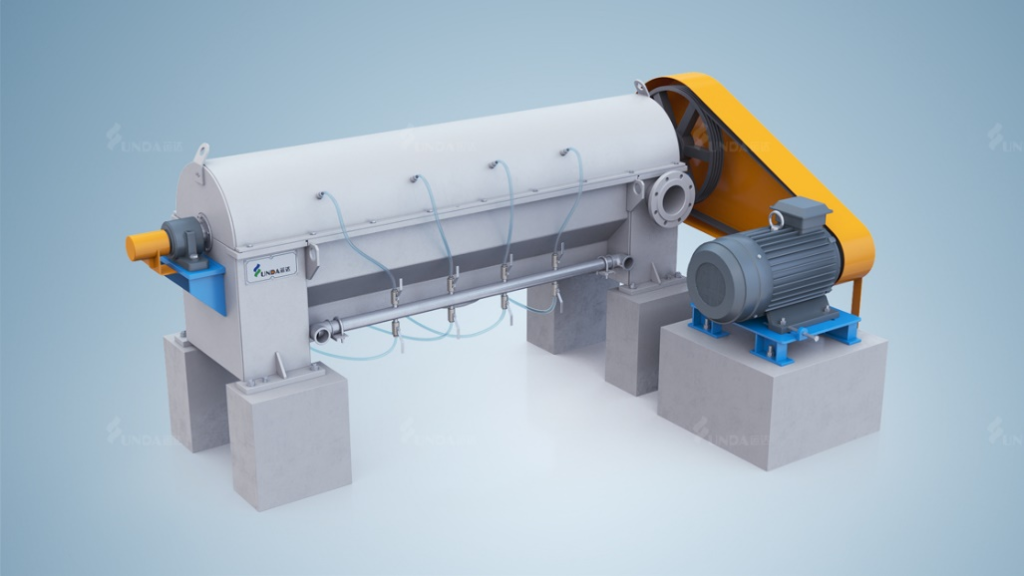
- Garantir o alinhamento horizontal; o desvio de paralelismo da polia não deve exceder 1 mm.
- Lubrificação dos mancais: os mancais de apoio do eixo de acionamento utilizam lubrificação com graxa.
- Para facilitar a lubrificação, as tubulações de graxa são estendidas da caixa de mancal até a parte externa do equipamento.
(2) Especificação da Graxa
Graxa à base de lítio.
(3) Intervalo de Lubrificação
Semanalmente: adicionar 5–10 gramas de graxa.
Partida
Visão Geral
Este capítulo descreve as preparações e procedimentos necessários para a primeira partida da máquina.
Normas de Segurança
Todas as instruções de segurança desta seção devem ser rigorosamente seguidas.
Normas Gerais
- Cumprir todas as normas de prevenção de acidentes aplicáveis.
- Implementar medidas adequadas de segurança.
- Identificar e prevenir riscos associados à formação de gases e vapor.
Pessoal Qualificado
A partida deve ser realizada somente por profissionais treinados e qualificados.
⚠ Atenção: Durante o processo de partida, o sistema de proteção de segurança permanece ativo, podendo ocorrer acionamento imediato dos dispositivos de segurança. Os riscos potenciais devem ser destacados durante o treinamento de segurança.
Proteção Individual
O uso de EPIs é obrigatório durante todo o período de trabalho.
Condições para Partida
Inspeção Pré-Partida
Antes de iniciar o equipamento, verifique:
- Se todas as proteções e tampas estão devidamente instaladas e fixadas.
- Se não há peças soltas, desgastadas, danificadas ou ausentes.
- Se todo o pessoal está fora da área do equipamento.
Folga entre Rotor e Cesto de Peneira
Inicialmente, a folga entre o rotor e o cesto de peneira deve ser de 2,0–2,5 mm.
Essa folga é garantida pela usinagem das lâminas do rotor a uma altura específica. Com o tempo, a folga pode aumentar, sendo necessária a substituição das lâminas.
Observação: Para verificar a folga, a tampa deve ser removida.
Procedimento de Partida
- Abrir as válvulas de água de pulverização e de diluição.
- Acionar o motor.
- Abrir gradualmente a válvula de alimentação de polpa.
- Verificar possível sobrecarga do motor.
- Confirmar que as vazões de polpa aceita e rejeito estão adequadas.
Como a rotação do rotor é fixa, mantenha a consistência e a vazão de alimentação estáveis para garantir desempenho ideal.
- Faixa de consistência: normalmente abaixo de 2,5%.
- Capacidade máxima: 30 toneladas secas ao ar por dia.
Procedimento de Parada
- Interromper a alimentação de polpa.
- Manter o equipamento em funcionamento até que o sistema esteja livre de polpa.
- Desligar o motor.
- Fechar as válvulas de água de pulverização e diluição.
- Garantir que o equipamento esteja em estado mecânico zero.
Problemas Operacionais Comuns e Consequências
Se houver aumento de corrente elétrica ou vibração excessiva, é provável que a consistência do rejeito proveniente do equipamento anterior esteja elevada.
Ajuste imediatamente. Caso contrário, os parafusos internos podem se soltar, causando danos ao equipamento.
Manutenção
Manutenção de Rotina
Realizar uma inspeção geral pelo menos a cada três meses ou a cada 1.000 horas de operação.
A identificação e correção precoce de falhas menores prolongam a vida útil do equipamento.
Inspeções regulares ajudam a:
- Aumentar o tempo de operação sem falhas
- Reduzir paradas não programadas
- Diminuir custos operacionais
Antes de realizar manutenção ou inspeção:
- Siga o procedimento de parada
- Bloqueie todas as fontes de energia
- Certifique-se de que o equipamento esteja em estado mecânico zero
Diagnóstico de Falhas
Guia de Diagnóstico de Falhas:
| issue | possible cause |
| low load | Low speed: V-belt slippage or wear. |
| high load or excessive noise | Screen frame blockage high screening consistency hardened or blocked rejects rotor blade contact with screen frame damaged mechanical components (e.g., bearings, loose blades). |
| abnormal vibration | rotor imbalance or blockage feed fluctuations loose motor bolts excessive bearing clearance |
| high fiber loss | excessive feed rate high feed consistency blocked dilution water pipes. |
| v-belt slippage | rotor blockage loose belt, or contamination by oil or water. |
| excess rejects in good pulp | low flow rate damaged screen frame. |
Desmontagem e Montagem
Desmontagem da Tampa de Proteção
- Abra uma das bocas de alimentação e verifique o fluxo de polpa através do visor de inspeção.
- Se o fluxo for insuficiente ou inexistente, remova a tampa de proteção.
- Caso haja gotejamento de polpa, verifique novamente a válvula de alimentação, a válvula de água de diluição e a válvula de água de lavagem.
- Afrouxe e remova todos os parafusos e juntas, incluindo os da tampa do selo do eixo.
- Levante a tampa de proteção e coloque-a ao lado do equipamento.
- Não apoie a tampa diretamente no piso; utilize calços de madeira limpos para sustentação.
- Antes de inspecionar ou reparar os componentes internos, lave e limpe-os para remover polpa e resíduos. Verifique se há desgaste ou danos na superfície interna da tampa.
- Verifique o conjunto do rotor, o desgaste do cesto de peneira, a folga, o aperto ou danos nas lâminas, a condição dos mancais e possíveis danos no cesto de peneira.
- Com base nos resultados da inspeção, repare ou substitua os componentes conforme necessário. A desmontagem completa do rotor pode não ser necessária.
- Reinstale a tampa de proteção na posição original. A montagem deve seguir a ordem inversa da desmontagem.
Desmontagem do Rotor
- Remova a correia em V e as proteções do eixo. Afrouxe os parafusos do motor para aliviar a tensão da correia.
- Remova a correia.
- Remova as tampas dos selos em ambas as extremidades.
- Remova as tampas superiores das caixas dos mancais axiais em ambas as extremidades.
- Observação: a polia e os mancais não precisam ser removidos nesta etapa.
- Amarre uma corda de nylon ao rotor e utilize um dispositivo de içamento para removê-lo do equipamento.
Observação: utilize uma viga auxiliar de içamento. A remoção do rotor normalmente não é necessária, exceto em caso de dano.
Após remover o rotor com segurança e apoiá-lo adequadamente, proceda conforme abaixo:
As lâminas do rotor são montadas radialmente no eixo cilíndrico em fileiras correspondentes. Cada lâmina é fixada com dois parafusos, que devem ser soldados por ponto para evitar afrouxamento.
Remova a solda de fixação e retire os parafusos antigos.
Observação: não reutilize parafusos antigos; parafusos novos acompanham as lâminas.
Substitua as lâminas fileira por fileira, apertando e soldando os parafusos antes de prosseguir para a próxima fileira.
Nem todas as lâminas precisam necessariamente ser substituídas.
Antes de reinstalar o rotor, verifique:
- O estado das polias e correias.
- A limpeza das caixas de mancais, se necessário.
- A limpeza do cesto/placa de peneira.
- Se os bicos de pulverização estão desobstruídos.
- Caso o cesto de peneira esteja desgastado, gire-o e reinstale-o em nova posição.
- A limpeza da saída de descarga.
- Reinstale o rotor seguindo a ordem inversa da desmontagem.
Remoção do Cesto de Peneira
Desconecte o tubo de água de pulverização do lado da polpa aceita através da abertura de inspeção no lado de operação.
Remova os parafusos que fixam o cesto de peneira e os suportes angulares em ambos os lados.
Rosqueie quatro olhais de içamento nos furos roscados nas bordas do cesto para utilizá-los como parafusos extratores.
Extraia o cesto de peneira.
Observação: os olhais de içamento devem ser fornecidos pelo cliente.
A montagem deve seguir a ordem inversa da desmontagem.
Instalação do Retentor Mecânico (Selo Tipo Lábio)
- Limpe o eixo.
- Instale o retentor na placa de fixação.
- Fixe a carcaça do selo ao mancal utilizando parafusos.
Case
-
 Yunda fornece conjunto de transmissão do refinador de alta consistência S2070 para a JSC da Bielorrússia
Yunda fornece conjunto de transmissão do refinador de alta consistência S2070 para a JSC da Bielorrússia
-
 Projeto de Papel para Embalagens Khargi – Rússia
Projeto de Papel para Embalagens Khargi – Rússia
-
 Projeto de Papelão para Caixa de 350.000 t/ano em Arkhangelsk, Rússia
Projeto de Papelão para Caixa de 350.000 t/ano em Arkhangelsk, Rússia
-
 Projeto de Modernização de Papel para Embalagens KOA Vietnam 6600/1100
Projeto de Modernização de Papel para Embalagens KOA Vietnam 6600/1100
-
 Envio bem-sucedido do conjunto completo de equipamentos de polpa termomecânica para o Projeto Precise Molding na Tailândia
Envio bem-sucedido do conjunto completo de equipamentos de polpa termomecânica para o Projeto Precise Molding na Tailândia
-
 Conclusão Bem-sucedida do Projeto de Reparação do Refinador entre Yunda e Guangzhou Paper Group
Conclusão Bem-sucedida do Projeto de Reparação do Refinador entre Yunda e Guangzhou Paper Group
-
 Projeto i-CTMP de Fibra de Bambu de 400 t/d
Projeto i-CTMP de Fibra de Bambu de 400 t/d
-
 Qianan Boda Cultural Paper
Qianan Boda Cultural Paper
-
 Projeto de modernização da linha de polpação i-BCTMP da Shandong Tianhe
Projeto de modernização da linha de polpação i-BCTMP da Shandong Tianhe