As máquinas utilizadas para a repolpação de papel recuperado (PfR – Paper for Recycling) são denominadas pulpers. Os diferentes tipos de pulpers operam em diferentes faixas de consistência:
- Pulpers HC (Alta Consistência): até 20%;
- Pulpers MC (Média Consistência): entre 8% e 12%;
- Pulpers LC (Baixa Consistência): abaixo de 6%;
- Pulpers de Tambor (Drum Pulpers): entre 15% e 20%.
Os pulpers HC e MC normalmente operam em modo batelada (batch), ou seja, com etapas separadas para alimentação de água e papel recuperado, desagregação, diluição, descarga da massa e, quando necessário, lavagem separada dos resíduos. Isso significa que apenas cerca de dois terços do tempo total de operação está efetivamente disponível para o processo de repolpação.
Para reduzir o tempo total necessário, todos os equipamentos de enchimento e esvaziamento são dimensionados de forma bastante generosa. Esse investimento adicional representa uma desvantagem dos pulpers HC, mas sua principal vantagem é a economia de energia específica de repolpação.
Para evitar a fragmentação excessiva dos contaminantes, as forças mecânicas aplicadas no pulper devem ser suficientes para proporcionar uma boa desintegração das fibras, mas com o menor número possível de picos de carga. A Figura 1 apresenta valores típicos do comprimento de ruptura úmido para diferentes tipos de papel recuperado e alguns contaminantes comuns. A resistência desses materiais varia significativamente, sendo que a resistência das ligações adesivas (stickies) é a mais próxima da resistência das fibras. Produtos químicos e temperaturas elevadas reduzem ainda mais a resistência dos stickies.
Comprimento de ruptura úmido de diferentes tipos de papel recuperado em comparação com laminados de polietileno
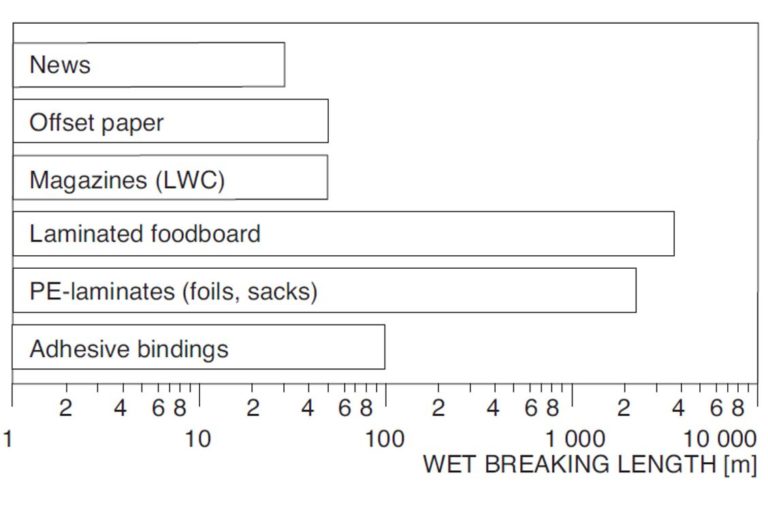
Figura 1. Comprimento de ruptura úmido de diferentes tipos de papel recuperado em comparação com o comprimento de ruptura úmido de laminados de polietileno.
Pulpers HC e MC
Os pulpers HC e MC são utilizados para a repolpação de papéis gráficos recuperados destinados à produção de papel jornal e papéis para revistas.
Os pulpers LC são encontrados em linhas de preparação de massa para papéis marrons destinados à produção de embalagens, como liner e fluting, bem como para a repolpação de materiais resistentes à umidade e laminados, como embalagens cartonadas para líquidos.
Todos esses tipos de pulpers podem processar tanto papel recuperado solto quanto materiais alimentados em fardos.
No caso dos pulpers LC, é necessário apenas abrir os arames de amarração dos fardos. Esses arames ajudam a formar uma “cauda” de rejeitos que pode ser removida continuamente juntamente com outros contaminantes, como plásticos.
Enquanto os pulpers HC e MC operam em modo batelada, os pulpers LC e de tambor operam em modo contínuo.
Pulpers HC e MC
A Figura 2 mostra um pulper HC típico equipado com um rotor helicoidal característico. Além da função de repolpação, as diferentes zonas desse rotor também desempenham funções de transporte da suspensão fibrosa.
- A parte superior transporta a suspensão para baixo;
- A parte inferior exerce principalmente uma função de recirculação.
Os pulpers HC e MC podem processar materiais soltos ou enfardados. Normalmente, os arames dos fardos são removidos automaticamente.
A descompactação dos fardos após a remoção dos arames facilita a umidificação do material dentro do pulper, reduzindo o tempo de repolpação.
As matérias-primas mais comuns para esses pulpers são materiais destinados ao destintamento (deinking), como jornais e revistas usados, ou papéis revestidos. Entretanto, materiais resistentes à umidade também podem ser desagregados de forma econômica com o uso de produtos químicos e temperaturas de aproximadamente 75 °C ou superiores.
Arranjo esquemático de um pulper HC
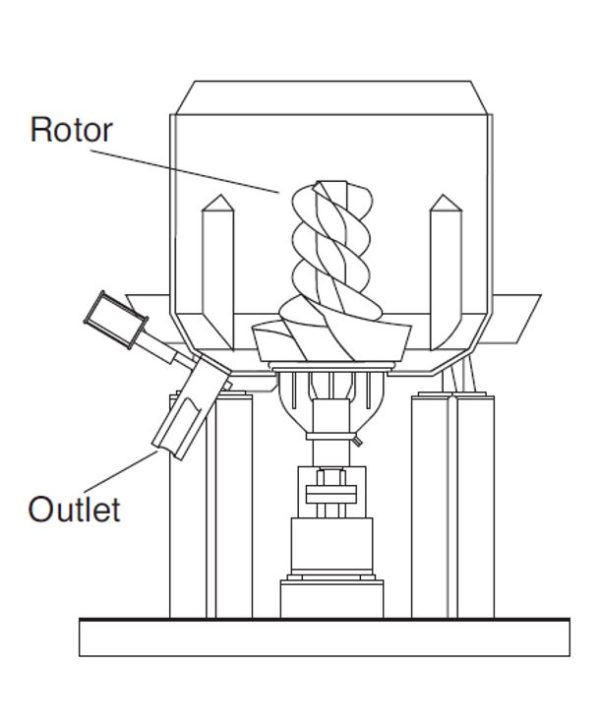
Figura 2. Arranjo esquemático de um pulper HC.
Operação de Pulper em Batelada
Nos pulpers de batelada, o torque do acionamento varia à medida que o tempo de repolpação aumenta. Os picos máximos podem atingir 200% da carga nominal no início do processo.
Assim que o papel recuperado atinge o teor residual de flocos especificado, adiciona-se água de diluição e a suspensão fibrosa é bombeada para fora do pulper.
Dependendo da configuração do sistema, a descarga pode ocorrer através de uma placa perfurada instalada no próprio pulper, que retém os rejeitos grosseiros remanescentes. Esses materiais precisam então ser removidos em uma etapa adicional de descarte.
A prática mais comum é esvaziar completamente o pulper em uma única operação. Isso inclui a separação dos rejeitos grosseiros e a continuação da repolpação em um equipamento localizado a jusante.
A Figura 3 apresenta esse tipo de sistema de descarga, composto por um pulper HC e uma peneira de discos instalada posteriormente para peneiramento grosseiro e desfibração adicional.
Os aceitos (accepts) provenientes dessa máquina são armazenados no tanque de descarga (dumping chest), enquanto os rejeitos (rejects) são bombeados através de um tanque pulmão para uma peneira de tambor.
Os rejeitos provenientes da peneira de tambor são descartados após desaguamento, enquanto os aceitos retornam ao processo em um ponto anterior à peneira de discos.
Subsistema de repolpação HC para papel recuperado: pulper, sistema de descarga e sistema de alimentação de água de diluição
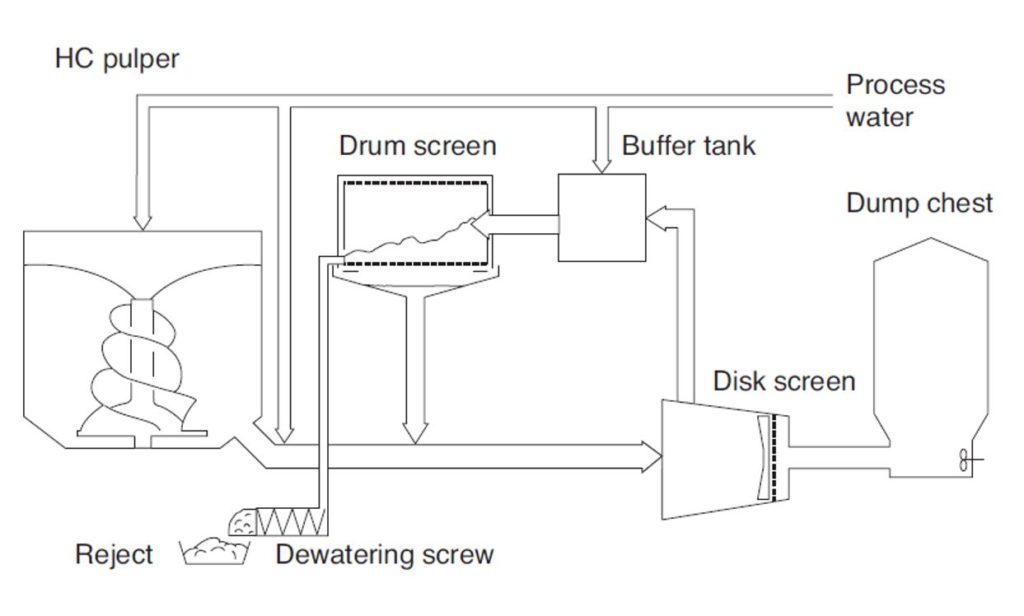
Figura 3. Subsistema de repolpação HC para papel recuperado: pulper, sistema de descarga e sistema de alimentação de água de diluição.
Case
-
 Projeto i-CTMP de Fibra de Bambu de 400 t/d
Projeto i-CTMP de Fibra de Bambu de 400 t/d
-
 Qianan Boda Cultural Paper
Qianan Boda Cultural Paper
-
 Projeto de modernização da linha de polpação i-BCTMP da Shandong Tianhe
Projeto de modernização da linha de polpação i-BCTMP da Shandong Tianhe
-
 Linha de Produção de Polpa de Alto Rendimento i-CTMP da Shan Ying
Linha de Produção de Polpa de Alto Rendimento i-CTMP da Shan Ying
-
 Guangxi Sun Cultural Paper
Guangxi Sun Cultural Paper
-
 Mudanjiang Hengfeng Paper
Mudanjiang Hengfeng Paper
-
 Linha de Papel Tissue do Grupo Heng’an
Linha de Papel Tissue do Grupo Heng’an
-
 Jiangxi Lee & Man Paper
Jiangxi Lee & Man Paper
-
 250.000 toneladas de papel cartão, Vietnã THUẬN AN
250.000 toneladas de papel cartão, Vietnã THUẬN AN